 Одним из главных элементов распределительного устройства являются шины, которые делятся на главные (сборные) и ответвительные и изготовляются из меди, алюминия или его сплавов и стали. Шины алюминиевые выполняют плоскими и устанавливают плашмя или на ребро. Сечение шин выбирают в зависимости от тока нагрузки с проверкой устойчивости току к. з. Учитывают также способ крепления шин. Так, в распределительном пункте, рассчитанном на мощность до 7600 кВА при напряжении 6 кВ и до 12000 кВА при напряжении 10 кВ, размер сборных шин из алюминия должен быть не менее 60 х 8 мм, в трансформаторной подстанции – 40 х 4 мм.
Одним из главных элементов распределительного устройства являются шины, которые делятся на главные (сборные) и ответвительные и изготовляются из меди, алюминия или его сплавов и стали. Шины алюминиевые выполняют плоскими и устанавливают плашмя или на ребро. Сечение шин выбирают в зависимости от тока нагрузки с проверкой устойчивости току к. з. Учитывают также способ крепления шин. Так, в распределительном пункте, рассчитанном на мощность до 7600 кВА при напряжении 6 кВ и до 12000 кВА при напряжении 10 кВ, размер сборных шин из алюминия должен быть не менее 60 х 8 мм, в трансформаторной подстанции – 40 х 4 мм.
Соединения шин между собой и с выводами аппаратов могут быть разборными и неразборными. К разборным относят болтовые, винтовые и соединения, сжимаемые накладками (допускающие разборку без разрушения отдельных частей), к неразборным – цельнометаллические соединения, выполненные сваркой, пайкой или опрессовкой. Линейные соединения шин, как правило, выполняют неразборными.
В распределительных устройствах городских электрических сетей в основном применяют алюминиевые шины, для их соединения которых используют электросварку – в среде инертного газа (аргонно-дуговая сварка).
Установившаяся температура нагрева контактных и цельнометаллических соединений выводов аппаратов с внешними проводниками из меди, алюминия и их сплавов при номинальном режиме не должна быть выше 95 °С в установках на напряжение до 1 кВ и 80 °С в установках напряжением выше 1 кВ. При покрытии контактной поверхности кадмием, оловом, никелем или цинкооловянистым сплавом допускается повышение температуры на 10 °С. При прохождении токов к. з. температура нагрева не должна превышать 200 °С у соединений алюминиевых проводников и алюминиевых проводников с медными и 300 °С – у соединений медных проводников.
Электрическое сопротивление сварных и паяных контактных соединений должно оставаться неизменным; для разборного контакта в условиях эксплуатации допускается увеличение сопротивления в 1,5 раза по сравнению с начальным.
Однополосные шины устанавливают обычно плашмя и закрепляют непосредственно на головке опорного изолятора с условием свободного перемещения полос вдоль их оси при нагреве токами нагрузки и к. з. В однополосных шинах отверстия для крепежных болтов в пролете и торцах делают овальными, а под головки болтов подкладывают пружинящие шайбы.
Выводы аппаратов изготовляют из меди, алюминия и их сплавов; при токе до 40 А они могут быть стальными. Контактные соединения в зависимости от области применения подразделяются на три класса. К 1-му классу относят контактные соединения цепей, сечение проводников которых выбирают по длительно допустимому току, к 2-му классу – контактные соединения цепей, сечение проводников которых выбирают по механической прочности, потере и отклонению напряжения (цепи управления, сигнализации, измерения), к 3-му классу – контактные соединения цепей с электротехническими устройствами, работа которых связана с выделением большого количества теплоты (резисторы, нагревательные элементы).
Болты, гайки, шайбы и пружины, изготовляемые из стали и применяемые для крепления контактных соединений, имеют антикоррозионное покрытие кадмием или цинком. При выполнении соединений заводские отверстия в выводах аппаратов нельзя рассверливать.
Шины в распределительных устройствах окрашивают для защиты от окисления (коррозии), облегчения распознавания отдельных фаз шин и улучшения их охлаждения. Болтовые контактные соединения и участки шин, предназначенные для присоединения временного заземления, не окрашивают. Фазы шин РУ должны соответствовать фазам трансформатора или генератора центра питания. Так, фаза L1 в РУ должна быть присоединена через кабели к выводу фазы L1 генератора и трансформатора центра питания, так же должны быть присоединены фазы L2 и L3. Порядок чередования фаз в распределительном устройстве называют фазированием РУ.
Правилами устройства электроустановок предусмотрено определенное расположение и окрашивание сборных шин в РУ. При вертикальном расположении верхнюю шину L1 окрашивают в желтый, среднюю L2 – в зеленый, нижнюю L3 – в красный цвет, при горизонтальном расположении шину L1 наиболее удаленную от персонала, – в желтый, среднюю L2 – в зеленый, а ближайшую к персоналу L3 – в красный цвет; ответвления от сборных шин окрашивают: левое – в желтый, среднее – в зеленый, правое – в красный цвет.
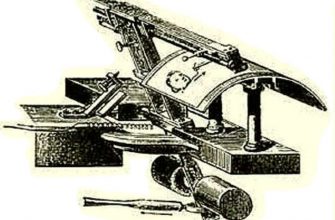
а – сварное, б – с контргайкой, в – с пружинной шайбой, г – с крепежом из цветного металла и контргайкой, д – с крепежом из цветного металла и пружинной шайбой, е – с тарельчатой пружиной, ж – с переходной медно-алюминиевой пластиной; 1 -вывод, 2 – шина (наконечник), 3, 6, 9, 11-шайбы (стальная, пружинная разрезная, из цветного металла и стальная увеличенная), 4, 7 – болты (стальной и из цветного металла), 5, 8 – гайки (стальная и из цветного металла), 10 – тарельчатая пружина, 12 – медно-алюминиевая пластина
Ремонт шин заключается во внешнем осмотре шин и проверке контактных соединений.
При болтовом соединении шин проверяют: затяжку болтов (гаечным ключом от руки, без дополнительных рычагов); плотность прилегания контактных поверхностей (щупом толщиной 0,02 мм и шириной 10 мм, который не должен проходить на глубину более 5 – 6 мм). При обнаружении поврежденного контакта его поверхности обрабатывают грубым напильником, зачищают стальной щеткой и надежно сболчивают.
Сварные соединения шин или соединения, выполненные давлением, простукивают молотком, после чего просматривают, не появились ли трещины в местах соединений. Проверка контактных соединений заключается также в контроле за температурой контакта в процессе эксплуатации. Контроль осуществляется с помощью термопленочных указателей, термосвечой или пирометра. Наибольшая допустимая температура нагрева шин 70 °С, контактных соединений 80 °С.